From Data to Intelligence: One-Stop MQTT Platform for Smart Factory Advancements

Introduction
In the age of advanced manufacturing, the need for extensive data collection and analysis across all aspects of production is crucial. This data enables factories and enterprises to discover optimization opportunities, improve efficiency and quality, and make informed decisions.
EMQ smart factory solution is designed to establish comprehensive data collection, transmission, distribution, and other mechanisms. This solution empowers factories to rapidly deploy a wide array of intelligent applications, including equipment health management, optimization of energy consumption equipment, production monitoring and analysis, product quality traceability, parameter optimization in the supply chain, predictive maintenance, and defect detection. This facilitates the manufacturing industry's transition towards digital and intelligent transformation.
EMQ Smart Factory Solution: Overcoming Challenges of Manufacturing
EMQ smart factory solution offers real-time monitoring of crucial data such as equipment status, production metrics, and quality markers. This enables factory management to stay up-to-date on production statuses, allowing quick decision-making and adjustments to improve production efficiency and product quality.
In addition to real-time monitoring, this solution also facilitates data analysis and extraction. By utilizing machine learning and AI algorithms, it uncovers valuable insights from vast production data. For instance, it can predict equipment failures and recommend necessary maintenance measures by analyzing equipment performance and operational data, preventing production disruptions and losses.
Eliminating Data Silos
In manufacturing factories, different devices and systems often use diverse protocols and formats, causing a lack of efficient data sharing akin to isolated islands. This results in a scattered distribution of a company's digital resources. EMQ comes to the rescue by enabling seamless access and sharing of extensive real-time data. It supports industrial equipment protocols and can seamlessly amalgamate diverse system data within the organization. With EMQ’s solution, unifying access to millions of data points becomes feasible, effectively eradicating data silos.
Improving Industrial Intelligence
Conventional manufacturing factories often encounter delays in information flow. This can lead to challenges in obtaining real-time data promptly, resulting in excess product inventory and hindered responsiveness to market shifts. EMQ steps in with robust capabilities like data filtering, cleansing, real-time computing, AI-driven analysis, and smart alerts. These tools enhance the intelligence of industrial equipment and enable companies to achieve equipment autonomy, independent decision-making, and nimble production strategies.
Break System Barriers And Enhance Data Collaboration
Collaboration obstacles frequently emerge within diverse departments in manufacturing plants, encompassing production, logistics, and quality control. Issues like limited information exchange and communication barriers often result in suboptimal efficiency in collaborative production efforts. By harnessing the power of flexible open APIs, a multi-layer rule engine, and stream data processing, this solution effectively reduces the burden of data processing at the central end and dismantles barriers between systems. This empowers companies to swiftly create advanced applications tailored to specific business scenarios, facilitating seamless teamwork across various machines and systems.
Agile Response to Business Growth
The architecture boasts remarkable scalability and flexibility. It can seamlessly expand horizontally as the enterprise's information infrastructure and data volume grow. This expansion ensures a robust SLA to effectively address the increasing demands posed by business growth and diverse data sources.
How EMQ Enables Smart Manufacturing
Heterogeneous Data Acquisition
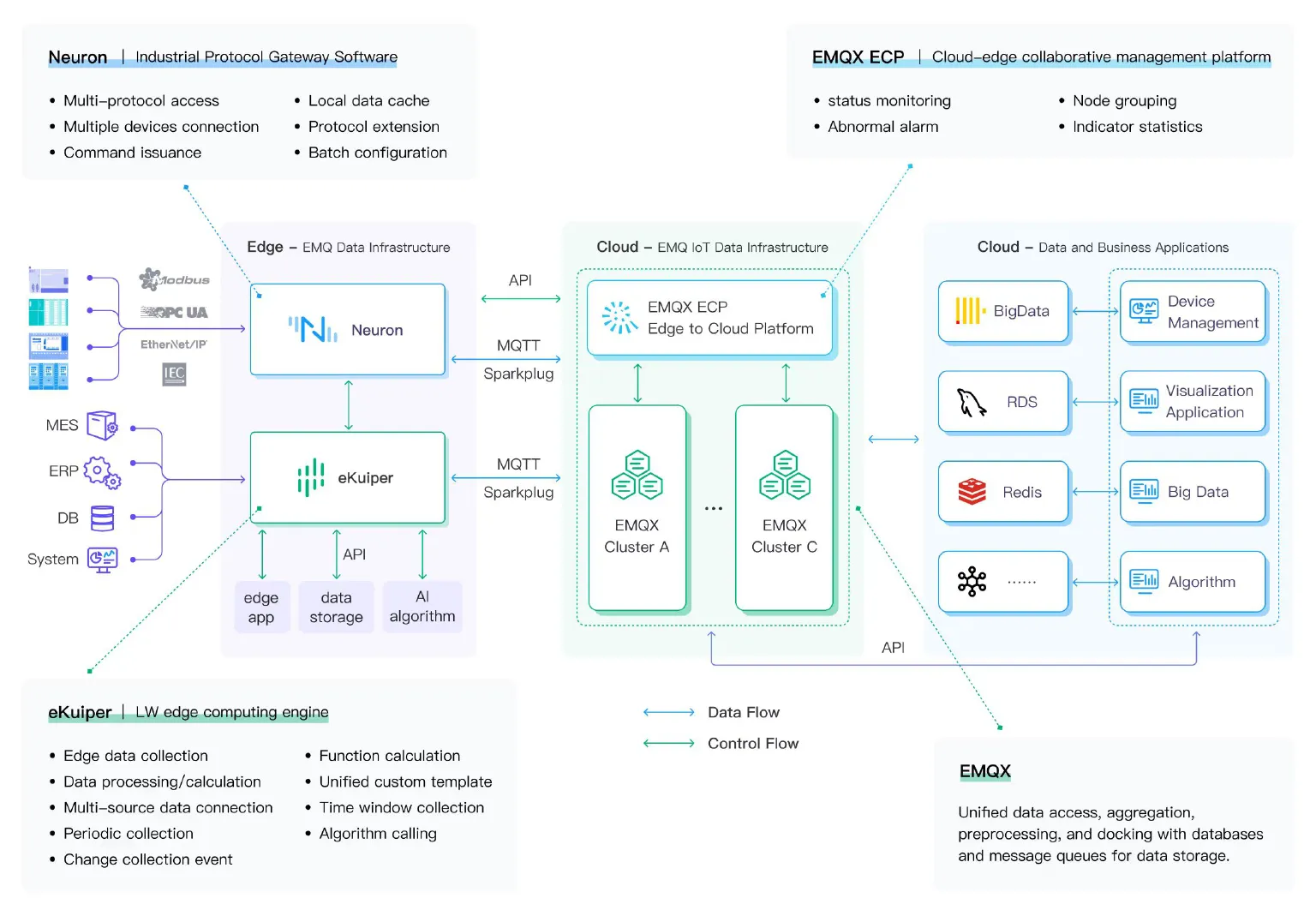
In the industrial domain, a multitude of devices operate using various industrial protocols. Neuron industrial protocol gateway software offers support for common industrial protocols such as Modbus, OPC UA, IEC 61850, and IEC 104. This versatile capability allows for the collection of device data from diverse protocols, consolidating it into a unified data platform.
Furthermore, the solution seamlessly integrates this aggregated data into various other factory systems, encompassing traditional systems like PLC, SCADA, and DCS, as well as production management software like MES, WMS, and ERP. It extends its reach to enterprise service bus (ESB), various databases, and third-party software. Notably, it's also adept at handling unstructured data such as videos and documents, providing comprehensive data integration for enhanced operational insights.

Enterprise-Level MQTT Platform
In contrast to the conventional ISA95 architecture commonly employed in manufacturing, EMQX harnesses the MQTT protocol's publish/subscribe model, effectively decoupling data producers and consumers. This approach offers increased ease and flexibility for applications to access real-time factory data.
The innovative factory data architecture established by the EMQX enterprise-level MQTT platform offers several notable advantages:
- It provides a unified data access platform, simplifying application development and integration compared to the traditional point-to-point communication in ISA95 setups.
- It enhances data timeliness with low-latency data transmission, enabling intelligent applications such as alarms, instructions, and autonomous equipment operation.
- It streamlines data storage by breaking down data silos, facilitating unified data asset management, and aiding in constructing the factory's data model to unlock the full potential of factory data.
- Its adaptable architecture expansion features, including high-availability clustering, dynamic horizontal scaling, and support for hot upgrades and configurations, ensure a high level of service agreement (SLA) for the system.
Real-Time Processing and Forwarding
EMQX offers robust capabilities for handling real-time streaming data, addressing both low-latency raw data processing and analysis at the device level, as well as large-scale data conversion and distribution in the cloud or data centers.
- With an SQL-like ease of use, it simplifies real-time data tasks such as filtering, transformation, and distribution, thereby maximizing the value derived from data.
- It boasts responsive event triggering, allowing for the swift execution of predefined conditional actions to flexibly process real-time data.
- EMQX provides an array of built-in functions that enhance the effectiveness and efficiency of its rule engine for data stream processing and manipulation.
- It also supports custom function expansions for data processing needs and seamless integration with AI algorithms.

Data Integration
The EMQX enterprise-level MQTT platform stands out for its efficient data storage capabilities. It seamlessly harnesses EMQX's integrated rule engine to swiftly direct a wide range of device data to various database types, including relational, time series, and hybrid databases. This integration results in the creation of a cohesive repository of enterprise data assets, fostering real-time data sharing and collaboration across departments and teams.
Notably, each database type achieves an impressive 100,000 transactions per second (TPS) in terms of data writing performance, supporting the real-time storage of over a million high-throughput data measurement points in industrial applications.

Solution Components
EMQX Enterprise - The One MQTT Platform for IIoT
EMQX Enterprise is the one MQTT platform that helps build and grow your business-critical IoT applications without barriers and limits. It enables you to connect any device, at any scale, anywhere, as well as move and process your IoT data reliably in real-time.
- High Reliability and Scalability: EMQX utilizes a distributed architecture with high availability and scalability to handle large-scale concurrent messaging. It supports horizontal scaling to accommodate growing IoT devices and data traffic, ensuring system stability.
- Rich Protocol Support: EMQX supports multiple messaging protocols in addition to MQTT. It allows developers to extend to support a variety of industrial protocols to meet their application needs.
- Data Integration: EMQX seamlessly integrates with various data storage services, message queues, cloud platforms, and applications. It can connect to cloud services for remote data transfer and cloud-based analytics.
- Security Guarantee: EMQX provides strong security features, including TLS/SSL encrypted transmission, client authentication, and access control. It supports multiple authentication methods such as username/password, X.509 certificates, and OAuth to ensure secure IoT communications.
- Rule Engine and Data Processing: EMQX has a flexible rule engine for real-time data processing and forwarding. It supports operations such as data filtering, conversion, aggregation and persistence to help users analyze and make decisions based on business needs.
- Monitoring and Management: EMQX provides an intuitive visual monitoring and management interface that allows users to monitor IoT devices and messaging in real-time. Users can view connection status, message traffic and other metrics, as well as perform device management, troubleshooting and system configuration operations.
NeuronEX
NeuronEX is a specialized software designed for the collection of equipment data and edge intelligence analysis within the industrial sector. Its primary application is in industrial environments, where it facilitates communication between industrial equipment, collects data from industrial bus protocols, integrates industrial system data, filters and analyzes data at the edge, and seamlessly integrates AI algorithms. It also enables seamless integration with Industrial Internet platforms and facilitates various related functions.
NeuronEX, offered as a commercial software service, encompasses both Neuron and eKuiper.