Data Storage Techniques and Strategies for Smart Manufacturing

Effectively managing and storing a vast amount of data has become a critical challenge in manufacturing, prompting the development and evolution of a wide array of data storage techniques. In this blog, we will explore the various strategies and technologies that enable the collection, storage, retrieval, and management of data in its myriad forms. By understanding the strengths and weaknesses of different data storage approaches, organizations and individuals can make informed decisions about how to harness the potential of their data for insight, innovation, and informed decision-making.
Data Storage Techniques
Data storage techniques for smart manufacturing involve efficient and reliable methods to store and manage the vast amount of data generated by modern manufacturing processes and systems. These techniques play a crucial role in enabling data-driven decision-making, process optimization, predictive maintenance, and other advanced manufacturing practices.
Relational Databases
Traditional relational databases (e.g., SQL databases) are used to store structured data in tables with well-defined schemas. They are suitable for storing manufacturing data related to inventory, production schedules, and quality control in MES or ERP systems.
Time-Series Databases
Time-series databases are optimized for storing and analyzing time-series data generated by sensors, IoT devices, and monitoring systems. They are essential for real-time data storage and analysis in smart manufacturing environments.
Data Warehousing
Data warehousing involves collecting, storing, and managing large volumes of data from multiple sources. It's particularly useful for aggregating data for reporting, analytics, and data mining in manufacturing operations.
Big Data Technologies
Technologies like Hadoop and Apache Spark can handle and store large volumes of unstructured and semi-structured data. They are useful for processing and analyzing manufacturing data at scale.
NoSQL Databases
NoSQL databases (e.g., MongoDB, Cassandra) are suitable for handling unstructured and semi-structured data. They can be used to store data from sources like social media, logs, and machine-generated data, which can be relevant for quality monitoring and supply chain management.
Cloud Storage
Cloud storage solutions, such as Amazon S3, Google Cloud Storage, and Microsoft Azure Blob Storage, offer scalable and cost-effective data storage options for smart manufacturing. They provide the flexibility to store data on-demand and access it from anywhere.
Data Storage Strategies
Smart manufacturing environments generate a vast amount of data, from sensor readings on the shop floor to supply chain data in the cloud. To make sense of this data, manufacturers need a well-defined strategy for data storage. Here are some key considerations:
Scalable Storage Solutions
The volume of data in smart manufacturing is growing exponentially. Traditional storage solutions might not suffice. Cloud-based storage, distributed file systems, and time-series databases are becoming essential for accommodating this data growth. These solutions can seamlessly scale as data volumes increase, ensuring that manufacturers aren't caught off guard.
Data Lifecycle Management
Data has a lifecycle, from creation and active use to archiving and potential disposal. Manufacturers should implement data lifecycle management practices to determine when data should be moved from high-performance storage to cost-effective archival storage, such as moving from time-series database to data warehouse storage. This ensures that critical data is readily accessible while reducing storage costs.
Data Security
Data in smart manufacturing can contain sensitive information related to processes, products, and intellectual property. Robust security measures, including encryption, access controls, and regular audits, are vital to protect data from breaches and unauthorized access. Storage techniques should align with these security requirements.
Data Redundancy and Disaster Recovery
Data loss or system failures can be catastrophic for smart manufacturing operations. Implementing redundancy and disaster recovery strategies is essential. Manufacturers should have backup systems and processes in place to ensure data availability even in the face of unexpected events.
Integration with Analytics and AI
Smart manufacturing relies on data analytics and AI for decision-making and process optimization. Storage techniques should enable seamless integration with analytics platforms, allowing data to be quickly ingested and analyzed. This integration enhances real-time decision-making capabilities.
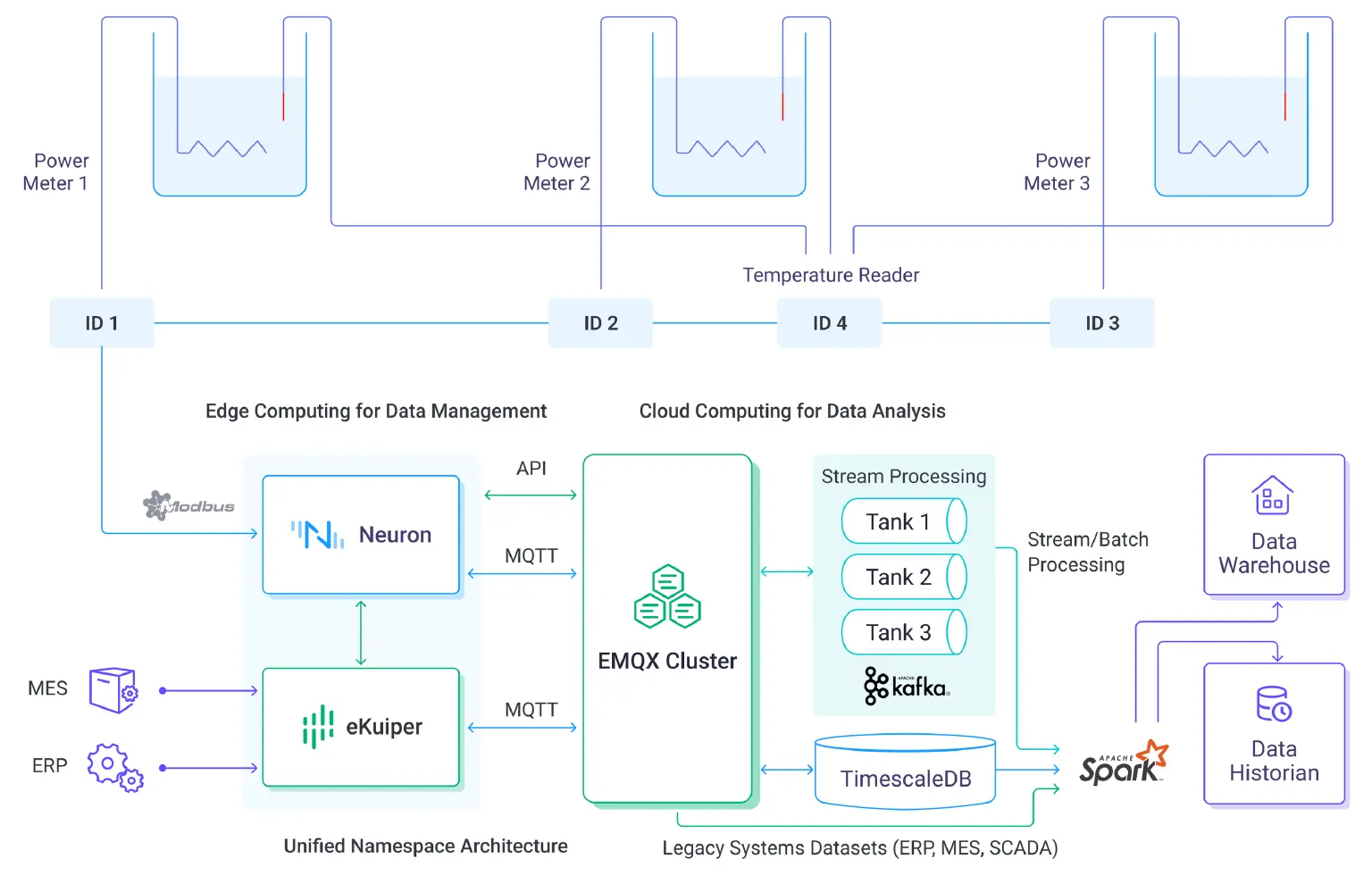
A Data Storage Architecture Using OMH
Open Manufacturing Hub (OMH) is a solution architectural pattern for smart manufacturing. It aims at providing the feasible solution based on EMQ technologies, including the EMQX broker and NeuronEX edge, to build a remarkable Industrial IoT solution for smart manufacturing.

Continuing from the example in our previous blog, in addition to leveraging Kafka for real-time data processing, the integration of a time-series database, such as TimeScale, presents an opportunity to store contextualized information from tank 1, 2, and 3. This serves as a durable repository for analytics and machine learning applications facilitated by Apache Spark.
Apache Spark, as a versatile data processing framework, can source its data from a variety of streams, including Kafka streams, static data in TimeScale, or any data available through the Unified Namespace provided by EMQX. The data processed by Apache Spark can be directed to multiple destinations, each serving specific needs. These destinations may include data warehouses for cost-effective long-term storage and retrieval, as well as data historians that specialize in facilitating the analysis of production data.
In this holistic data architecture, we combine the real-time processing capabilities of Kafka with the storage and analysis prowess of TimeScaleDB and Apache Spark. This union allows organizations to harness the power of their data for both immediate insights and long-term data-driven decision-making.
Storage for Time-series Data
We use both time-series databases and historians to deal with time-series data in storing time-series data. The key difference lies in their application and focus. Time-series databases are more general-purpose and can be used in various domains to manage time-series data efficiently, while historians are specialized systems commonly used in industrial and manufacturing settings to track and analyze historical data for process control and optimization.
Time-series databases are designed to efficiently store and query large volumes of time-series data and may provide flexible querying capabilities, enabling users to filter and aggregate data based on time-related criteria. However, Historian contains more tools and functions for analyzing historical data from sensors, instruments, and control systems in manufacturing and industrial environments.
Data Storage Processing Type
There are two types of database processing: Online Analytical Processing(OLAP) and Online Transaction Processing(OLTP).
- OLAP databases are designed for complex data analysis and reporting. They are optimized for read-heavy operations and are used to extract insights from large volumes of historical data. OLAP databases support decision-making processes. Data warehouse and Historian are the OLAP databases.
- OLTP databases, on the other hand, are designed for transactional operations, such as data insertion, updates, and deletions. They are optimized for write-heavy operations and are used for day-to-day business operations, like ERP, MES, SCADA, order processing and inventory management in our example.
OLAP and OLTP play distinct but complementary roles in the context of smart manufacturing:
OLAP
Data Analysis and Reporting: OLAP databases are essential for smart manufacturing as they enable in-depth data analysis and reporting. Manufacturers can use OLAP to gain insights from historical data collected from various sensors, machines, and processes.
Predictive Maintenance: OLAP is crucial for predictive maintenance in smart manufacturing. It allows manufacturers to analyze historical equipment performance data to predict when machines are likely to fail. This enables proactive maintenance, reducing downtime and production losses.
Quality Control: OLAP helps manufacturers monitor and maintain product quality. By analyzing historical quality control data, they can identify trends, defects, and areas for improvement in real-time or over time.
Process Optimization: Smart manufacturing relies on constant process optimization. OLAP databases allow manufacturers to analyze historical process data to identify bottlenecks, inefficiencies, and areas for improvement.
OLTP
Real-time Monitoring: OLTP databases are essential for real-time monitoring of manufacturing processes. They handle transactional data, such as sensor readings and machine status updates, in real-time, enabling operators to monitor and control processes as they happen.
Inventory Management: OLTP databases are used for tracking inventory levels, orders, and supplies in real-time. They ensure that materials and components are available when needed in the production process.
Order Processing: OLTP systems manage the processing of customer orders, ensuring that orders are received, processed, and fulfilled promptly and accurately.
Resource Allocation: OLTP databases help allocate resources efficiently in smart manufacturing. They handle real-time data related to machine allocation, personnel scheduling, and energy management.
Conclusion
To harness the power of data, manufacturers need a strategic approach to data storage. This includes classifying data, selecting scalable storage solutions, managing data throughout its lifecycle, ensuring robust security measures, implementing redundancy and disaster recovery, integrating with analytics and AI, and adhering to compliance and governance standards. By adopting these strategic data storage techniques, smart manufacturers can not only manage the data deluge effectively but also turn data into a valuable asset that drives efficiency, innovation, and competitiveness.